题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
已知轧件入口厚度为40mm,入口速度为0.8m/s,轧件出口厚度为20mm,轧辊的线速度为1.3m/s,求带钢的速度和轧制时的前滑值。
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
答案
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
答案
 更多“已知轧件入口厚度为40mm,入口速度为0.8m/s,轧件出口厚度为20mm,轧辊的线速度为1.3m/s,求带钢的速度和轧制时的前滑值。”相关的问题
更多“已知轧件入口厚度为40mm,入口速度为0.8m/s,轧件出口厚度为20mm,轧辊的线速度为1.3m/s,求带钢的速度和轧制时的前滑值。”相关的问题
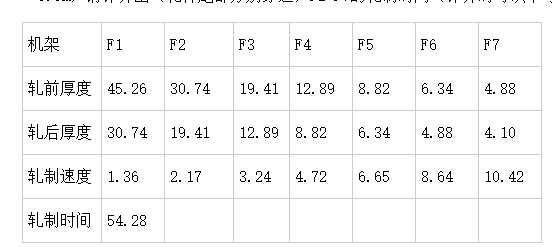
第3题
已知精轧机轧制4.05mm厚度的带钢时的实际轧制厚度及F1-F7出口的轧制速度(见下表),(各机架之间的距离为5.5m)请计算出(轧件尾部分别穿过)F2-F7的轧制时间(计算时可以不考虑轧机的前滑和后滑)。