 更多“冲裁模试冲时,冲压件不平的原因是()。”相关的问题
更多“冲裁模试冲时,冲压件不平的原因是()。”相关的问题
第1题
冲裁零件翘曲不平,产生的原因是()。
A.冲裁凸凹模间隙不合理
B.落料凹模有倒椎
C.推件块及制品接触面太小
点击查看答案
第2题
弯形模试冲冲压件产生回弹的原因是()。
A.压料不牢
B.定位不稳定
C.弹性变形的存在
D.压料力不足
点击查看答案
第3题
冲裁模试冲时,出现剪切断面的光亮带太宽,甚至出现双亮带及毛刺,其原因是()。
A.冲裁间隙太小
B.冲裁间隙不均匀
C.冲裁间隙太大
点击查看答案
第4题
冲裁模试冲时候,出现剪切断面的光亮带太宽,甚至出现双亮带及毛刺其原因是()。
A.冲裁间隙合理
B.冲裁间隙太大
C.冲裁间隙太小
D.冲裁间隙不均匀
点击查看答案
第5题
图示冲压件,材料为20钢,料厚为1mm,其抗剪强度极限:τ=215MPa,当采用落料冲孔复合冲压的方式进行冲压时,试计算所需总的冲裁力。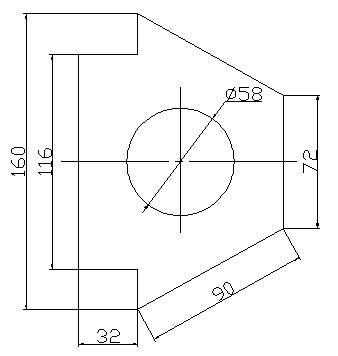
点击查看答案
第6题
拉深模试冲时,冲压件起皱的原因之一是()。
A.拉深间隙太大
B.凹模圆角半径太
C.板料太厚
D.材料质量
点击查看答案
第7题
拉深模试冲时,冲压件起皱的原因之一就是()。
A.拉深间隙太大
B.凹模圆角半径太小
C.板料太厚
D.毛坯尺寸太小
点击查看答案
第8题
确定冲裁模总体结构的原则是:不仅要保证冲出合格的冲压件,而且要适应生产批量的要求,结构尽量(),制造(),调整和维修(),操作安全、可靠,寿命高,成本低。
点击查看答案
第9题
弯形模试冲时,冲压件弯曲部位产生的裂纹的原因之一是()。
A.模具间隙太小
B.板材塑性差
C.凹模内壁及圆角表面粗糙
D.凸模尺寸
点击查看答案
第10题
冲裁模试冲时,冲裁时产生的侧向力会使()。
A.卸料板倾斜
B.工件变形
C.凸模折断
D.工件拉伤
点击查看答案
第11题
冲裁模试冲时,冲裁时产生的侧向力将会使()。
A.工件拉伤
B.凸模折断
C.工件变形
D.卸料板倾斜
点击查看答案


 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
 答案
答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
拍照、语音搜题,请扫码下载APP



















